Oligonucleotide drugs have been in development for over 30 years. There has been considerable progress in overcoming the challenges related to their administration, biodistribution, cellular uptake and undesired side effects, and several drugs have received regulatory approval. Many more drug products are currently in late-stage clinical trials and moving toward commercialization, which creates the next challenge: the design and construction of manufacturing facilities for the production of nucleotide APIs and formulated therapeutics.
What Are Oligonucleotide Therapeutics?
Oligonucleotides are short strands of DNA or RNA that typically contain 15–30 nucleotide residues. Synthetic nucleotides are designed to bind to specific DNA or RNA sequences via complementary base pairing. Natural oligonucleotides typically exist as small RNA molecules that regulate gene expression and may be generated when larger nucleic acids are degraded. Synthetic oligonucleotides are used in biochemistry, biology, molecular/genetic diagnostics and genomics and as therapeutic drugs.
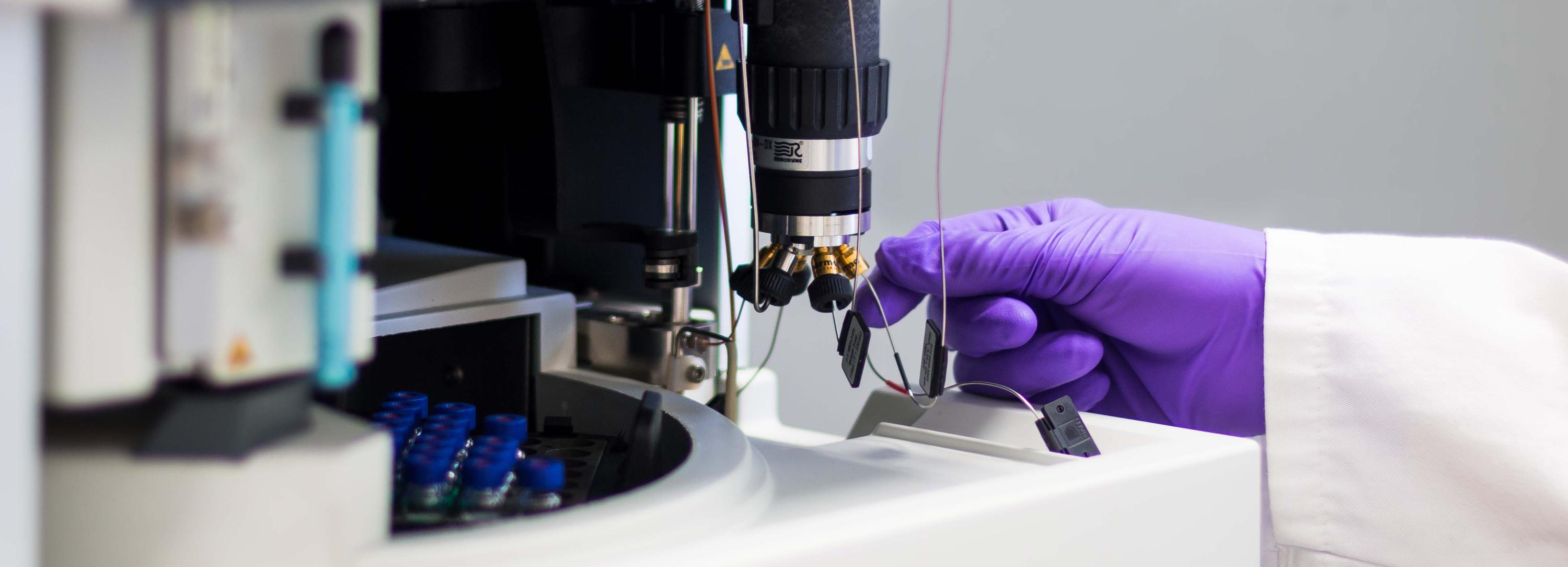
Synthesis of oligonucleotides (oligos) is generally accomplished via solid-phase synthesis using a specialized piece of equipment called a synthesizer. A repeated cycle of chemical reactions allows high-efficiency coupling of individual nucleotide residues to create the oligos. These oligo building blocks are structurally modified versions of naturally occurring nucleotides. Chemical modifications to these molecules enable high-efficiency binding during synthesis, enhance their ability to bind to target RNA/DNA sequences, drastically increase their stability and resistance to nucleases and increase the probability of cellular uptake.
Oligo therapeutics have been under development for more than 30 years. They fall into various categories depending on their pharmacology, including antisense, siRNA, miRNA mimetics and antagomirs, aptamers and splice-switching compounds.1
The Attraction of Oligo Drugs
The global market for oligonucleotide therapeutics is expected to expand from a value of $945.8 million in 2016 at a healthy compound annual growth rate of 8.6%.2 This strong growth can be attributed to several different factors.
First, oligo drugs can be specifically designed to prevent or modulate the translation of just about any gene, allowing for highly targeted treatment. Unlike the bulk of biologic drugs (e.g., monoclonal antibodies [mAbs] and recombinant proteins), which target proteins and thus the downstream effects of diseases, oligonucleotides target errors in the genetic code — the root causes of diseases. As such, many diseases that have been untreatable by conventional therapies may now be addressed — including neural and neuromuscular conditions.
Second, considerable advances have been made in the design of oligo drugs, allowing for the development of therapeutics that have greatly improved stability. In many cases, oligo drugs continue to provide a therapeutic effect for months after administration, enabling less-frequent dosing regimens. In addition, many of the modifications also provide greater specificity, leading to better efficacy and safety.
Third, the platform technology used to produce oligo drugs is readily scalable and can be applied to the synthesis of any sequence of nucleotide residues. The same piece of equipment can be used to synthesize any number of oligo drugs. Once a production facility is properly configured, it can be used to manufacture many different sequences, significantly reducing the capital investment risk.
Small Molecule or Biologic?
Based on their nature, oligonucleotide drugs pose several different challenges, from manufacturing needs to regulatory uncertainty. Their size falls between that of small- and large-molecule drug substances. This quandary raises questions about their classification, even for regulators. More clarification in this regard is expected as greater numbers of oligo drugs graduate from the clinic to the market.
Other questions are related to manufacturing processes and facility needs. Oligonucleotide APIs are made using synthetic chemistry, but they are genetic sequences that are ultimately formulated as sterile injectable products. Upstream chemical processing conditions prevent microbial contamination through synthesis and initial purification, but, during downstream processing, migration from solvent to aqueous solutions occurs, eventually requiring sterile formulation and fill-finish operations like those seen in a typical mAb manufacturing plant.
Chemical Synthesis to Parenteral Manufacturing
Manufacturing plants for the production of oligonucleotide drugs must be carefully designed to address the very different needs of the upstream and downstream unit operations.
In the oligonucleotide synthesizer, the drug substance is synthesized on a solid support similar to chromatographic media in a synthesis column. The synthesis proceeds via a repeated sequence of reactions, resulting in growth of the chain of modified nucleotides. These reactions involve the use of several thousand liters of flammable solvent (primarily acetonitrile and toluene) per kilogram of drug substance produced.
Once the sequence is complete, the oligonucleotide is cleaved from the solid support and subjected to further deprotection reactions. The cleavage and deprotection steps are performed using concentrated ammonia; operators must be protected from exposure to this reagent.
Because oligonucleotide synthesis involves the use of a platform technology, the upstream operations are similar regardless of the sequence of nucleotides incorporated into the drug substance. The same is not necessarily true for downstream processing. There are a number of different purification steps, the implementation of which varies from one drug manufacturer to another. Methods commonly seen in biologics, like chromatography and ultrafiltration/diafiltration, are used. Common chemical processing methods, such as solvent extraction and vacuum concentration, are also employed.
The oligonucleotide is often maintained in an alcohol solution or a mixture of organic solvent and water until the final stages of the purification process to reduce the risk of microbial contamination. In addition, although most oligos are stable at room temperature, the current practice is to lyophilize (freeze-dry) the drug substance before formulation. Formulation and fill-finish operations are analogous to those used for other types of sterile parenteral products.
To manufacture injectable oligo drugs at the highest quality possible, a facility design must incorporate aspects of both small-molecule and biologic drug production plants.
Flammable Solvents Plus Sterile Processing
To manufacture injectable oligo drugs at the highest quality possible, a facility design must incorporate aspects of both small-molecule and biologic drug production plants. Such a facility must be able to handle large quantities of flammable liquid and provide a suitable environment for sterile formulation and fill-finish of the final parenteral oligo drug product.
The use of the oligonucleotide synthesis platform simplifies upstream facility design. However, the activities supporting operation of the synthesizer require careful planning of the facility layout. In current facilities, the dozens of raw materials and large volumes of solvent must be funneled to that single piece of equipment. The spent solvent must then be removed as hazardous waste. The technology is still developing, and solvent recycling will likely be eventually incorporated to reduce waste and raw material costs.
Marrying a flammable and toxic compound handling facility with a facility that must be operated to hygienic standards requires unique solutions. Systems must be put in place to minimize the risk of fire, such as inert gases, fire-safe valves and interlocks and unidirectional airflows. Electrical components must be classified for use in areas with flammable solvents.
Containment solutions for water released in the event of a fire must be included, which can have a significant impact on the design of a facility. It can be particularly challenging to incorporate the necessary level of containment in facilities that are constructed within existing buildings.
For the formulation and fill-finish steps that involve water, measures must be taken to minimize microbial contamination, as in all sterile manufacturing processes. Many manufacturers tend to be conservative and elect to use isolators to ensure the highest level of quality and patient safety.
Most upstream and downstream equipment is stainless steel. In equipment containing solutions with high chloride content, where corrosion is a potential issue, higher alloys are used. Tubing, gaskets and other soft equipment components must be made of elastomers that are compatible with an array of solvents. Formulation and fill-finish equipment generally includes CIP/steam-in-place capabilities to minimize the likelihood of endotoxin and other microbial contamination. While single-use technologies are not yet widely used for formulation and fill-finish processes, they will likely be adopted as the oligo drug field matures.
Finally, storage space must be considered. Although oligo drugs are quite stable in neutral aqueous solutions, most manufacturers have adopted a conservative approach and typically store their products at colder temperatures. It is possible that, as more of these drugs are approved and regulatory agencies become more familiar with their stability properties, the need for cold storage will be eliminated.
Because only a handful of oligo therapies have been approved, an industry standard specific to the design and engineering of oligo production facilities has yet to be established.
Experience is Essential
Because only a handful of oligo therapies have been approved, an industry standard specific to the design and engineering of oligo production facilities has yet to be established. Extensive experience in the field must therefore be leveraged to ensure the efficient, effective and compliant design of facilities for the production of oligo drugs.
CRB has been working in this area for many years and has been involved in dozens of oligo projects, including the design and engineering of development-, clinical- and commercial-scale (molar-scale) plants. We have an understanding of the chemistry involved in the synthesis of oligonucleotide drug substances and are able to communicate with our clients about their processes. As a result, CRB is a partner that can hear and understand the needs of our clients and rapidly provide tailored solutions.
In addition, CRB has extensive experience in the design and engineering of both small-molecule and biologic drug manufacturing facilities. We also have a deep understanding of the regulations that apply to pharmaceutical facilities and have been involved, along with regulators, in various industry working groups and committees. Our multidisciplinary team is able to leverage this knowledge for our clients and accelerate their projects. We have established close working relationships with leading equipment manufacturers and gained their confidence that their equipment will be installed properly regardless of the unique requirements of a specific project.
Furthermore, owing to our experience with numerous oligo manufacturing projects, CRB has developed internal templates that enable us to reach a fundamental level of design extremely quickly. Our template documents facilitate the efficient implementation of oligo projects, which also helps our clients reduce their time to the clinic and the market.
References
- Winkler, Johannes. ”At long last, oligonucleotide drugs are close to deliver on their promise.” Bioanalysis Zone. n.d. Web.
- Antisense & RNAi Therapeutics Market Analysis Report By Technology (siRNA, miRNA), By Application (Oncology, Cardiovascular, Neurodegenerative Disorder), By Route of Administration, And Segment Forecasts, 2018 – 2025. Rep. Grand View Research. Mar. 2018. Web.