Pharmaceutical Manufacturing, April 2015
Emphasis is now placed on the deployment of equipment and technologies that enable higher production yields and more rapid scale-up/commercialization. The main driver influencing all aspects of the pharmaceutical industry is the growing downward pressure on costs. Shifting markets, the end of the blockbuster era, government healthcare mandates, and the linkage of insurance reimbursement with medical outcomes are all affecting drug pricing around the world.
In response, pharmaceutical companies are taking many different actions to reduce their costs and increase efficiency and productivity.
The recent rise in mergers/acquisitions in the pharma industry is one mechanism by which companies hope to reduce costs through synergies and access to new therapeutic classes and/or regional markets. Outsourcing of pharmaceutical manufacturing is on the rise, as is the use of third-party service providers for business activities traditionally considered core to sponsor companies, such as logistics. Interest in continuous processes is also intensifying, and emphasis is now placed on the deployment of equipment and technologies that enable higher production yields, the reduced need for purification and more rapid scale-up and commercialization.
As a result, equipment needs across the value chain are changing, from initial discovery efforts to the packaging of final products. Suppliers of research and development and production equipment, analytical instrumentation and packaging systems are responding with innovative technologies that meet these needs. At the same time, the surplus equipment market has experienced strong growth due to the increased availability of high-quality equipment and the need of contract and generic manufacturers, and even branded drug companies, for low-cost equipment solutions.
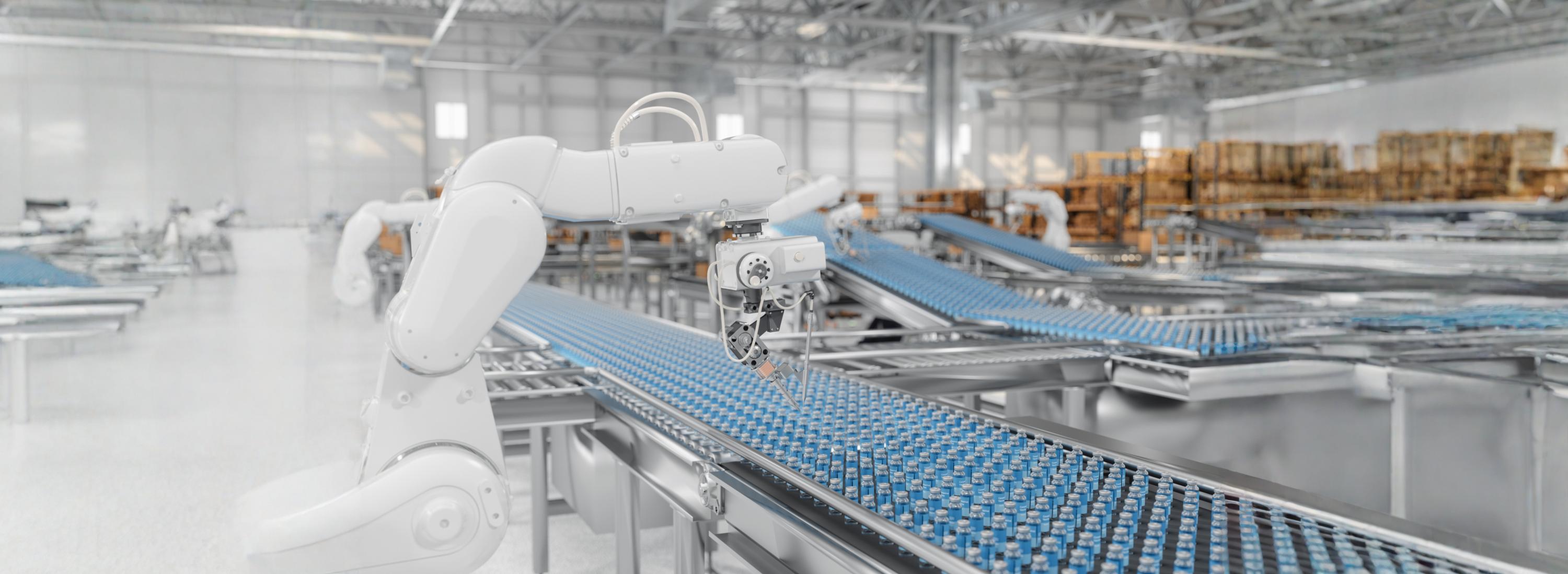
Single-Use Technology: Commercial-Scale
Single-use, or disposable, technology is widely used in biopharmaceutical drug development, and more recently has begun to gain acceptance in biologics production at increasingly larger scales. This interest is driven by the advantages that disposable technologies provides in terms of decreased capital expenditures and operating costs due to the reduction of cleaning and sterilization steps and the need for validation. In addition, processes based on single-use equipment are more flexible, require shorter set-up times and have significantly reduced cross-contamination risk, all of which translates to a faster time to market and more robust and reliable production.
Numerous types of single-use bioreactors are employed for the production of the major types of biopharmaceutical products, including recombinant proteins and monoclonal antibodies. Different designs are also available for batch, fed-batch and perfusion reactions. While the initial focus was on the development of disposable technology for upstream processes, single-use formats are now available on the market for many downstream bioprocess steps, including filtration and chromatography. For instance, modular, disposable tangential flow filtration (TFF) systems can be readily integrated for the concentration of downstream biopharmaceutical process streams.
Continuous Biopharma Manufacturing
In fact, many newer single-use systems are designed for use in continuous bioprocesses, and disposable technology is an enabler for the implementation of fully integrated continuous biopharmaceutical production. Continuous manufacturing is attractive because it leads to more consistent products and processes, which equates to the consumption of fewer resources (raw materials, energy, water) and less waste generation, for lower operating costs.
For upstream biopharmaceutical manufacturing, perfusion has become a well-established process that affords high quality biologic drug substances with high productivity. Other types of upstream equipment under development include continuous centrifuges, acoustic resonance devices and cell settlers. For continuous downstream bioprocessing, simulated moving bed chromatography and as mentioned above, TFF systems, are also available and being adopted by the industry. New flow-through absorbers are also being developed for integration with chromatography and virus filtrations steps. Advances in process analytical technology (PAT) systems are also crucial to the successful implementation of integrated continuous bioprocesses.
The benefits of continuous processing are not limited to biopharmaceutical production. In fact, the industry has recognized the value of flow-through chemistry for the production of active pharmaceutical ingredients (APIs) and continuous tableting for many years.
Although widespread adoption of continuous processing for small-molecule intermediates and APIs has not yet been achieved, most pharmaceutical companies and contract manufacturing organizations (CMOs) have the capability to perform continuous-flow chemistry at commercial scale using microreactor technology. In addition to enhanced process and product consistency, flow chemistry enables manufacturers to perform hazardous reactions or use challenging conditions not possible in traditional batch modes. For example, highly exothermic reactions or reactions that involve highly reactive reagents can be performed using flow chemistry because only very small quantities of reagents and products are present at any given time and control of the reaction conditions is much greater.
In addition, because scale-up generally involves the use of more of the same microreactors in parallel, it can be achieved much more quickly without the need for extensive studies, and production can be flexibly scaled to meet demand. Reduced resource consumption and waste minimization are additional benefits, as is observed for continuous biopharmaceutical processes.
In fact, pilot- and small commercial-scale equipment with built-in parallel microreactors are now available for larger-scale continuous processes. Microreactors for the continuous processing of liquid/solid and multi-phase systems are also under development and offer the potential to expanding the applicability of the technology. Efforts are also directed toward the development of continuous separation and purification technologies that have not traditionally been designed for this type of operation, particularly with respect to solids handling, and much progress has been made, particularly with continuous crystallization at larger scales.
Effective online analytical capabilities are also leading to increasing implementation of online tableting systems for small-molecule drug product manufacturing. In this case, continuous processes generally have fewer steps and therefore reduce the amount of manual operations, which leads to increased productivity and safety. Here again, better process control leads to improved product consistency and quality. The smaller footprint of continuous tableting processes also leads to lower capital costs. Overall development times tend to be reduced as well. Recent enabling equipment technologies have included systems designed for the accurate handling of poorly flowing solids, even at very low material volumes. Progress has also been made in the development of the intelligent feed-forward and feedback loops and control systems that are required for the complete integration of all steps in the tableting process.
Specialized Requirements For HPAPIs
One of the fastest growing segments of the pharmaceutical market comprises formulated drugs based on highly potent active pharmaceutical ingredients (HPAPIs). This rapid growth is largely attributed to the growing number of antibody-drug conjugates (ADCs) that have recently been approved or are in development. These drugs are attractive because they are highly targeted therapies that deliver highly potent and often cytotoxic drugs (payloads) to specific sites in the body by linking them to antibodies that are taken up only by only specific types of cells with the right antigens. Because the active drug is only released at the site of action, ADCs can be delivered systemically without causing harm to healthy cells.
However, the highly potent components of ADCs must be manufactured in facilities with equipment and procedures designed to mitigate the risks they present. As the need for such specialized equipment has increased, innovative equipment manufacturers have begun to work with process engineers at HPAPI producers to develop systems with the necessary protective functionality. Increasingly, HPAPI manufacturers are relying more on isolation and containment through equipment and facility design, and less on personal protective equipment. For instance, not only are reactors available in contained systems, but downstream purification equipment, including balances, rotary driers, pressure filter driers, and slurry vessels are being installed in isolators that meet exceedingly low occupational exposure levels. In the future, if single-use systems can be developed that are compatible with organic solvents, disposable technology would likely prove highly beneficial to HPAPI manufacturing.
Growing Used Equipment Market
At the same time that demand for innovative equipment for continuous processing, single-use technology, and systems for the manufacture of highly potent compounds is being driven by the need to reduce costs and increase efficiencies, demand for used pharmaceutical equipment is also rising as the result of increased levels of industry consolidation and outsourcing. As large companies acquire smaller firms or merge with larger entities, they often turn to resource recovery (the sale of redundant facilities and equipment) to achieve initial and ongoing cost savings. Simultaneously, CMOs must rapidly expand their capacities in order to meet the growing requirements of sponsor companies that are outsourcing to achieve further cost savings and gain access to specialized technologies and capabilities. Increasing demand for generic drugs, particularly in emerging markets, is also pushing these manufacturers to seek sources of readily available, low-cost process R&D, processing and packaging equipment.
In fact, high-quality used equipment is often sold at 40-50 percent, and sometimes as little as 20 percent, of the original price. In addition, used equipment is immediately available, compared to new equipment, which in some cases can take weeks or even months to obtain if back-ordered. In many cases, a delay of that length could cause a CMO to lose a project. Used equipment can also serve as cost-effective back-up equipment for critical processes.
Used equipment dealers can help larger and smaller organizations manage their excess equipment assets, from arranging whole-facility auctions, the sale/purchase of a single piece of equipment, or identifying redeployment opportunities within a company. Increasingly, third-party equipment providers are providing additional support to sellers and buyers of used pharma equipment, such as assistance with regulatory compliance. At least one used equipment dealer has taken its commitment to customer even further, offering operator training videos for the equipment it sells and hosting hands-on workshops and interactive classroom training sessions.